
Page 31 - Handbook of Structural Steel Connection Design and Details
P. 31
Fasteners and Welds for Structural Connections
16 Chapter One
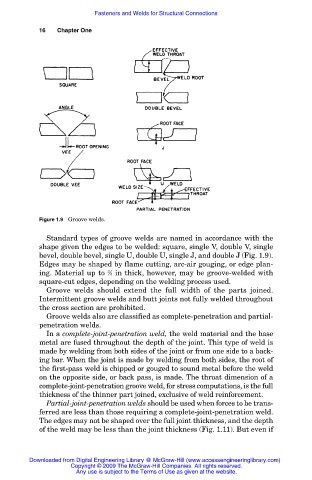
Figure 1.9 Groove welds.
Standard types of groove welds are named in accordance with the
shape given the edges to be welded: square, single V, double V, single
bevel, double bevel, single U, double U, single J, and double J (Fig. 1.9).
Edges may be shaped by flame cutting, arc-air gouging, or edge plan-
3
ing. Material up to ⁄8 in thick, however, may be groove-welded with
square-cut edges, depending on the welding process used.
Groove welds should extend the full width of the parts joined.
Intermittent groove welds and butt joints not fully welded throughout
the cross section are prohibited.
Groove welds also are classified as complete-penetration and partial-
penetration welds.
In a complete-joint-penetration weld, the weld material and the base
metal are fused throughout the depth of the joint. This type of weld is
made by welding from both sides of the joint or from one side to a back-
ing bar. When the joint is made by welding from both sides, the root of
the first-pass weld is chipped or gouged to sound metal before the weld
on the opposite side, or back pass, is made. The throat dimension of a
complete-joint-penetration groove weld, for stress computations, is the full
thickness of the thinner part joined, exclusive of weld reinforcement.
Partial-joint-penetration welds should be used when forces to be trans-
ferred are less than those requiring a complete-joint-penetration weld.
The edges may not be shaped over the full joint thickness, and the depth
of the weld may be less than the joint thickness (Fig. 1.11). But even if
Downloaded from Digital Engineering Library @ McGraw-Hill (www.accessengineeringlibrary.com)
Copyright © 2009 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.