
Page 501 - Shigley's Mechanical Engineering Design
P. 501
bud29281_ch09_475-516.qxd 12/16/2009 7:12 pm Page 476 pinnacle 203:MHDQ196:bud29281:0073529281:bud29281_pagefiles:
476 Mechanical Engineering Design
Form can more readily pursue function with the help of joining processes such as weld-
ing, brazing, soldering, cementing, and gluing—processes that are used extensively in
manufacturing today. Whenever parts have to be assembled or fabricated, there is usu-
ally good cause for considering one of these processes in preliminary design work.
Particularly when sections to be joined are thin, one of these methods may lead to sig-
nificant savings. The elimination of individual fasteners, with their holes and assembly
costs, is an important factor. Also, some of the methods allow rapid machine assembly,
furthering their attractiveness.
Riveted permanent joints were common as the means of fastening rolled steel
shapes to one another to form a permanent joint. The childhood fascination of seeing a
cherry-red hot rivet thrown with tongs across a building skeleton to be unerringly
caught by a person with a conical bucket, to be hammered pneumatically into its final
shape, is all but gone. Two developments relegated riveting to lesser prominence.
The first was the development of high-strength steel bolts whose preload could be
controlled. The second was the improvement of welding, competing both in cost and in
latitude of possible form.
9–1 Welding Symbols
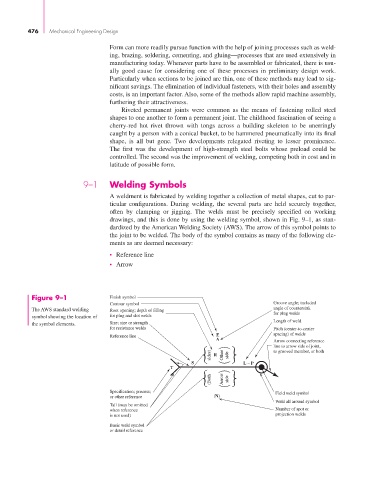
A weldment is fabricated by welding together a collection of metal shapes, cut to par-
ticular configurations. During welding, the several parts are held securely together,
often by clamping or jigging. The welds must be precisely specified on working
drawings, and this is done by using the welding symbol, shown in Fig. 9–1, as stan-
dardized by the American Welding Society (AWS). The arrow of this symbol points to
the joint to be welded. The body of the symbol contains as many of the following ele-
ments as are deemed necessary:
• Reference line
• Arrow
Figure 9–1 Finish symbol
Contour symbol Groove angle; included
The AWS standard welding Root opening; depth of filling angle of countersink
for plug welds
symbol showing the location of for plug and slot welds
Length of weld
the symbol elements. Size; size or strength
for resistance welds Pitch (center-to-center
F spacing) of welds
Reference line
A
Arrow connecting reference
line to arrow side of joint,
to grooved member, or both
S R Other side L – P
T (Both sides) Arrow
Specification; process; side Field weld symbol
or other reference (N)
Weld all around symbol
Tail (may be omitted
when reference Number of spot or
is not used) projection welds
Basic weld symbol
or detail reference