
Page 503 - Shigley's Mechanical Engineering Design
P. 503
bud29281_ch09_475-516.qxd 12/16/2009 7:12 pm Page 478 pinnacle 203:MHDQ196:bud29281:0073529281:bud29281_pagefiles:
478 Mechanical Engineering Design
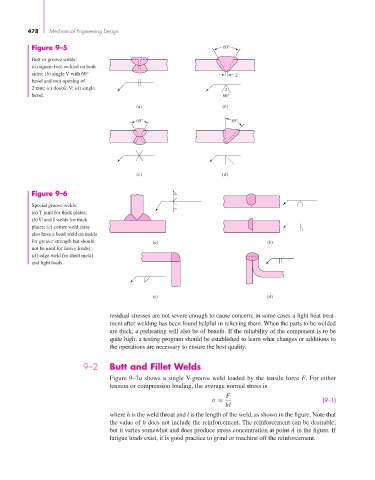
Figure 9–5 60°
Butt or groove welds:
(a) square butt-welded on both
sides; (b) single V with 60° 2
bevel and root opening of
2 mm; (c) double V; (d) single 2
bevel. 60°
(a) (b)
60° 45°
(c) (d)
Figure 9–6
Special groove welds:
(a) T joint for thick plates;
(b) U and J welds for thick
plates; (c) corner weld (may
also have a bead weld on inside
for greater strength but should (a) (b)
not be used for heavy loads);
(d) edge weld for sheet metal
and light loads.
(c) (d)
residual stresses are not severe enough to cause concern; in some cases a light heat treat-
ment after welding has been found helpful in relieving them. When the parts to be welded
are thick, a preheating will also be of benefit. If the reliability of the component is to be
quite high, a testing program should be established to learn what changes or additions to
the operations are necessary to ensure the best quality.
9–2 Butt and Fillet Welds
Figure 9–7a shows a single V-groove weld loaded by the tensile force F. For either
tension or compression loading, the average normal stress is
F
σ = (9–1)
hl
where h is the weld throat and l is the length of the weld, as shown in the figure. Note that
the value of h does not include the reinforcement. The reinforcement can be desirable,
but it varies somewhat and does produce stress concentration at point A in the figure. If
fatigue loads exist, it is good practice to grind or machine off the reinforcement.