
Page 531 - Shigley's Mechanical Engineering Design
P. 531
bud29281_ch09_475-516.qxd 12/16/2009 7:13 pm Page 505 pinnacle 203:MHDQ196:bud29281:0073529281:bud29281_pagefiles:
Welding, Bonding, and the Design of Permanent Joints 505
Figure 9–28
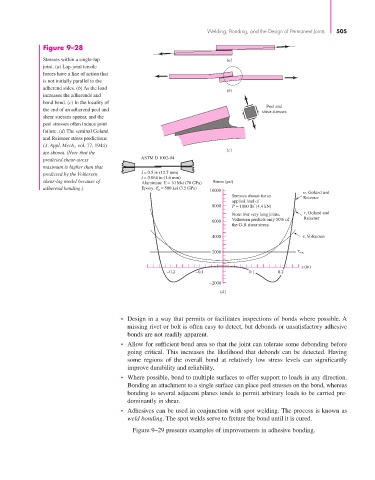
Stresses within a single-lap (a)
joint. (a) Lap-joint tensile
forces have a line of action that
is not initially parallel to the
adherend sides. (b) As the load
(b)
increases the adherends and
bond bend. (c) In the locality of
Peel and
the end of an adherend peel and
shear stresses
shear stresses appear, and the
peel stresses often induce joint
failure. (d) The seminal Goland
and Reissner stress predictions
(J. Appl. Mech., vol. 77, 1944)
(c)
are shown. (Note that the
predicted shear-stress ASTM D 1002-94
maximum is higher than that
predicted by the Volkersen l = 0.5 in (12.7 mm)
t = 0.064 in (1.6 mm)
shear-lag model because of Aluminum: E = 10 Msi (70 GPa) Stress (psi)
adherend bending.) Epoxy: E a = 500 ksi (3.5 GPa)
10000 , Goland and
Stresses shown for an Reissner
applied load of
8000 P = 1000 lbf (4.4 kN)
, Goland and
Note: For very long joints,
6000 Volkersen predicts only 50% of Reissner
the G-R shear stress.
4000 , Volkersen
2000 ave
x (in)
−0.2 −0.1 0.1 0.2
−2000
(d)
• Design in a way that permits or facilitates inspections of bonds where possible. A
missing rivet or bolt is often easy to detect, but debonds or unsatisfactory adhesive
bonds are not readily apparent.
• Allow for sufficient bond area so that the joint can tolerate some debonding before
going critical. This increases the likelihood that debonds can be detected. Having
some regions of the overall bond at relatively low stress levels can significantly
improve durability and reliability.
• Where possible, bond to multiple surfaces to offer support to loads in any direction.
Bonding an attachment to a single surface can place peel stresses on the bond, whereas
bonding to several adjacent planes tends to permit arbitrary loads to be carried pre-
dominantly in shear.
• Adhesives can be used in conjunction with spot welding. The process is known as
weld bonding. The spot welds serve to fixture the bond until it is cured.
Figure 9–29 presents examples of improvements in adhesive bonding.