
Page 155 - Six Sigma for electronics design and manufacturing
P. 155
124
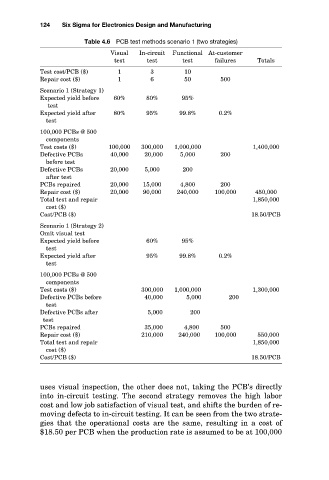
Table 4.6 PCB test methods scenario 1 (two strategies)
Visual
Functional At-customer
In-circuit
test
test
test
1
3
10
Test cost/PCB ($)
50
500
1
Repair cost ($)
6
Scenario 1 (Strategy 1)
95%
80%
Expected yield before
60%
test
95%
99.8%
Expected yield after
80%
0.2%
test Six Sigma for Electronics Design and Manufacturing failures Totals
100,000 PCBs @ 500
components
Test costs ($) 100,000 300,000 1,000,000 1,400,000
Defective PCBs 40,000 20,000 5,000 200
before test
Defective PCBs 20,000 5,000 200
after test
PCBs repaired 20,000 15,000 4,800 200
Repair cost ($) 20,000 90,000 240,000 100,000 450,000
Total test and repair 1,850,000
cost ($)
Cost/PCB ($) 18.50/PCB
Scenario 1 (Strategy 2)
Omit visual test
Expected yield before 60% 95%
test
Expected yield after 95% 99.8% 0.2%
test
100,000 PCBs @ 500
components
Test costs ($) 300,000 1,000,000 1,300,000
Defective PCBs before 40,000 5,000 200
test
Defective PCBs after 5,000 200
test
PCBs repaired 35,000 4,800 500
Repair cost ($) 210,000 240,000 100,000 550,000
Total test and repair 1,850,000
cost ($)
Cost/PCB ($) 18.50/PCB
uses visual inspection, the other does not, taking the PCB’s directly
into in-circuit testing. The second strategy removes the high labor
cost and low job satisfaction of visual test, and shifts the burden of re-
moving defects to in-circuit testing. It can be seen from the two strate-
gies that the operational costs are the same, resulting in a cost of
$18.50 per PCB when the production rate is assumed to be at 100,000