
Page 276 - The Tribology Handbook
P. 276
Lir> seals 923
Extrusion clearance-mmtin)
Up to 100 bar (1500 p.s.i.) 100-200 bar (150&3000 p.s.i.) Over 200 bar (3000 p.s.i.)
-
Normal Short lije Normal Short l$e Normal Short l$e
Rubber 0.25 (0.010) 0.5 (0.020) - - - -
~~ ~
Rubber/fabric leather 0.4 (0.015) 0.6 (0.025) 0.25 (0.010) 0.5 (0.020) 0.1 (0.005) 0.25 (0.010)
- -
Palyurethane 0.4 (0.015) 0.6 (0.025) 0.25 (0.010) 0.5 (0.020) 0.1 (0.005) 0.25 (0,010)
~ ~~
Nylon support - - 0.25 (0.010) 1.0 (0.040) 0.1 (0.005) 0.5 (0.020)
-
Diesign of metal parts
-
Cylinders Piston rods
-
Preferred materials Steel Steel
Cast iron
I
Heat treatment Not required Harden if possible
Plating
- Not required Chrome plate if possible
Surface finish Grind or hone Grind and polish
0.5 pm R, rnax. 0.5 prn Ra max.
-
Machining tolerances Fixed by extrusion clearance-see previous table
Friction
Friction varies considerably with working conditions but for preliminary design purposes it can be assumed that it will be
between 0.5% and 3% of the load which would be produced on a piston of the same diameter by the fluid pressure involved.
For more accurate values the seal manufacturer must be consulted.
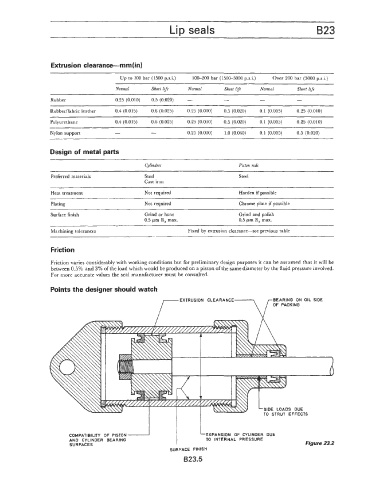
oints the designer should watch
EXTRUSION CLEARANCE BEARING ON OIL SIDE
OF PACKING
SIDE LOADS DUE
TO STRUT EFFECTS
!
COMPATIBILITY OF PISTON ‘-EXPANSION OF CYLINDER DUE
AND CYLINDER BEARING TO INTERNAL PRESSURE
SUR FACES Figure 23.2
SURFACE FINISH
B23.5