
Page 119 - Biofuels for a More Sustainable Future
P. 119
106 Biofuels for a More Sustainable Future
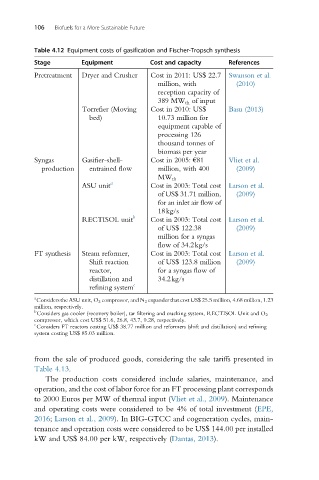
Table 4.12 Equipment costs of gasification and Fischer-Tropsch synthesis
Stage Equipment Cost and capacity References
Pretreatment Dryer and Crusher Cost in 2011: US$ 22.7 Swanson et al.
million, with (2010)
reception capacity of
389 MW th of input
Torrefier (Moving Cost in 2010: US$ Basu (2013)
bed) 10.73 million for
equipment capable of
processing 126
thousand tonnes of
biomass per year
Syngas Gasifier-shell- Cost in 2005: €81 Vliet et al.
production entrained flow million, with 400 (2009)
MW th
ASU unit a Cost in 2003: Total cost Larson et al.
of US$ 31.71 million, (2009)
for an inlet air flow of
18kg/s
RECTISOL unit b Cost in 2003: Total cost Larson et al.
of US$ 122.38 (2009)
million for a syngas
flow of 34.2kg/s
FT synthesis Steam reformer, Cost in 2003: Total cost Larson et al.
Shift reaction of US$ 123.8 million (2009)
reactor, for a syngas flow of
distillation and 34.2kg/s
refining system c
a
Considers the ASU unit, O 2 compressor, and N 2 expander that cost US$ 25.5 million, 4.68 million, 1.23
million, respectively.
b
Considers gas cooler (recovery boiler), tar filtering and cracking system, RECTISOL Unit and O 2
compressor, which cost US$ 51.6, 26.8, 43.7, 0.28, respectively.
c
Considers FT reactors costing US$ 38.77 million and reformers (shift and distillation) and refining
system costing US$ 85.03 million.
from the sale of produced goods, considering the sale tariffs presented in
Table 4.13.
The production costs considered include salaries, maintenance, and
operation, and the cost of labor force for an FT processing plant corresponds
to 2000 Euros per MW of thermal input (Vliet et al., 2009). Maintenance
and operating costs were considered to be 4% of total investment (EPE,
2016; Larson et al., 2009). In BIG-GTCC and cogeneration cycles, main-
tenance and operation costs were considered to be US$ 144.00 per installed
kW and US$ 84.00 per kW, respectively (Dantas, 2013).