
Page 516 - Subyek Teknik Mesin - Forsthoffers Best Practice Handbook for Rotating Machinery by William E Forsthoffer
P. 516
Pump Mechanical Seal Flush Best Practices Be st Practice 8.8
side of the seal to wash away any solid buildup from the faces.
The buildup is drained to a collection system. Refer to Using information in this section (or other source), discuss
Figure 8.7.19 for a schematic. parameters to monitor on different fl ush plans
A quench is most commonly used in single seals with steam as Walk to the equipment and monitor these parameters
the medium, if the seal fluid is hot and can form coke particles Discuss action plans to be executed to increase reliability of
and/or if the seal fluid is flammable or toxic. Note: many these systems
Remember, operators see this equipment every day; the more
countries today require dual (tandem or double) seals if the seal they understand about fl ush system, the more reliable the seals
fluid is flammable or toxic, in order to meet environmental re- will be
quirements. The steam should be regulated to a pressure of
approx. 20 to 33 kPa (3 to 5 psi), which is just enough to wash
the accumulated solids off the atmospheric side of the faces. It is Fig 8.7.20 Flush system training for operators
essential for the steam to be superheated (dry), to prevent
flashing of water at the faces, causing premature failures and to vapor. We recommend that an ‘oil condition bottle’, to monitor
ensure that moisture does not enter the bearing chamber. We water in the oil, always be installed in the bearing housings when
have experienced plant fires that resulted from water contami- a steam or water quench is used. Finally, refer to Figure 8.7.20,
nation in the bearing housing, leading to a hot bearing, which highlighting the importance of operator training on flush
served as an ignition source for a single seal leaking a flammable systems.
Best
Best Practice 8.8Practice 8.8
Use medium pressure steam in seal jackets for hot pump Lessons Learned
(above 300 C) services to cool the seal fluid during oper- Low seal MTBFs have been experienced in hot services
ation and keep standby pump seal fluid warm. (bottoms and gas oil) caused by incompatible external
Most hot pump services (bottoms and gas oil refinery services) use flushes (too high a vapor pressure) or failure of the standby
bellows seals (to eliminate the dynamic secondary seal) and dead pump seal during start-up.
ended (no flush) configurations to minimize ingress of fluid particles
This best practice solves both issues by eliminating the need for an
into the seal chamber.
external flush as well as ensuring the seal fluid in the standby pump
As a result, seal chamber jacket cooling is required during
chamber will be at an acceptable viscosity under start-up conditions.
operation.
Medium pressure steam in the seal chamber jacket has proven to Benchmarks
be the best solution in this case, since it will provide adequate cooling This best practice has been used since the mid-1970s to optimize
during operation and keep the seal fluid viscosity in the standby pump refinery bottoms and gas oil pump mechanical seal MTBFs (greater
(frequently on auto-start in these applications) at an acceptable level to than 36 months).
prevent excessive seal wear during start-up and operation.
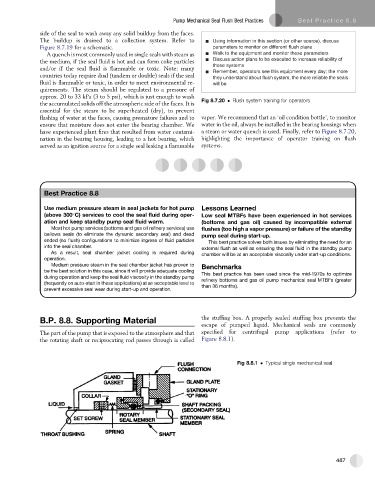
B.P. 8.8. Supporting Material the stuffing box. A properly sealed stuffing box prevents the
escape of pumped liquid. Mechanical seals are commonly
The part of the pump that is exposed to the atmosphere and that specified for centrifugal pump applications (refer to
the rotating shaft or reciprocating rod passes through is called Figure 8.8.1).
Fig 8.8.1 Typical single mechanical seal
487