
Page 666 - Manufacturing Engineering and Technology - Kalpakjian, Serope : Schmid, Steven R.
P. 666
.aw Spindle Section 23.5 E Drilling, Drills and Drilling Machines
Y'§`t€
J
Q
Shank
E5
Tool
gi
Cutting tools J, . . Workpiece 0
Drill lrv. Q
(H) ' ` (D)
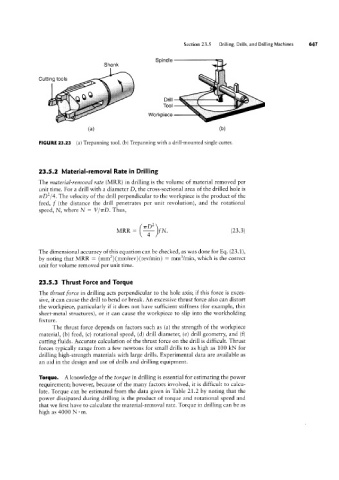
FIGURE 23.23 (a) Trepanning tool. (bl Trepanning with a drill-mounted single cutter.
23.5.2 Material-removal Rate in Drilling
The material-removal rate (MRR) in drilling is the volume of material removed per
unit time. For a drill with a diameter D, the cross-sectional area of the drilled hole is
1-rD2/4. The velocity of the drill perpendicular to the workpiece is the product of the
feed, f (the distance the drill penetrates per unit revolution), and the rotational
speed, N, where N = V/WD. Thus,
MRR = (#>fN. (23.3)
The dimensional accuracy of this equation can be checked, as was done for Eq. (23.1 ),
by noting that MRR = (mm2)(mm/rev)(rev/min) = mm3/min, which is the correct
unit for volume removed per unit time.
23.5.3 Thrust Force and Torque
The thrust force in drilling acts perpendicular to the hole axis; if this force is exces-
sive, it can cause the drill to bend or break. An excessive thrust force also can distort
the workpiece, particularly if it does not have sufficient stiffness (for example, thin
sheet-metal structures), or it can Cause the workpiece to slip into the workholding
fixture.
The thrust force depends on factors such as (a) the strength of the workpiece
material, (b) feed, (c) rotational speed, (d) drill diameter, (el drill geometry, and (f)
cutting fluids. Accurate calculation of the thrust force on the drill is difficult. Thrust
forces typically range from a few newtons for small drills to as high as 100 kN for
drilling high-strength materials with large drills. Experimental data are available as
an aid in the design and use of drills and drilling equipment.
Torque. A knowledge of the torque in drilling is essential for estimating the power
requirement; however, because of the many factors involved, it is difficult to calcu-
late. Torque can be estimated from the data given in Table 21.2 by noting that the
power dissipated during drilling is the product of torque and rotational speed and
that we first have to calculate the material-removal rate. Torque in drilling can be as
high as 4000 N m.
°