
Page 137 - New Trends In Coal Conversion
P. 137
100 New Trends in Coal Conversion
00
The total deposition rate are calculated as, _ m ¼ _ m 00 þ _ m 00 , among
d d;vapor i d;flyash
which the inertial impaction of fly ash particles makes the major contribution, while
the empirical correlation of the sticking fraction h stick is the main uncertainty.
Besides deposit formation mechanisms, deposit shedding can occur due to factors
such as erosion, gravity shedding, and thermal shock and need to be considered in
deposition modeling. Empirical criteria and correlations are used for deposit shedding
in modeling of superheater deposit formation in a biomass-fired grate boiler (Zhou at
al., 2007).
4.4 Suspension cofiring of coal and biomass: CFD
modeling
4.4.1 Biomass preparation for suspension-firing and overall
modeling strategy
Suspensionfiringenjoysthepopularityincoalandbiomasscofiringusedinabouthalf ofthe
cofiring plants worldwide. The overall modeling strategy for suspension cofiring is same as
the structure sketched in Fig. 4.1. Compared with modeling of suspension-firing of pulver-
ized coal, a few special modeling issues arise in modeling of biomass suspension cofiring,
mainly due to biomass preparation processes. In general, biomass preparation processes
tend to produce relatively large, highly nonspherical particles, which have distinctly
different motion and conversion patterns from tiny pulverized coal particles.
In the old preparation method, the raw biomass is transported to power plants and
then handled and fired in the plants. Here, suspension cofiring of Danish wheat straw in
a utility boiler at the Studstrup power plant in Denmark is used as an example to illus-
trate the preparation process. The straw bales are first shredded in a shredder to obtain a
continuous flow of straw, which then pass through a hammer mill after stones and the
likes are separated. In the hammer mill, the straw are fragmented into small particles.
Finally, the milled particles are pneumatically transported to the furnace for combus-
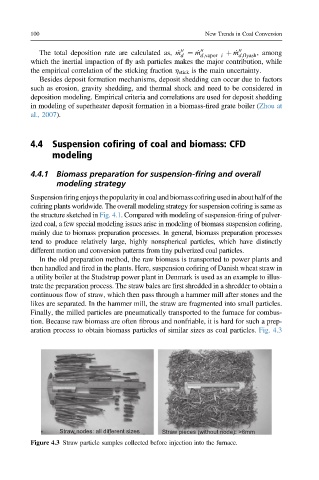
tion. Because raw biomass are often fibrous and nonfriable, it is hard for such a prep-
aration process to obtain biomass particles of similar sizes as coal particles. Fig. 4.3
Straw nodes: all different sizes Straw pieces (without node): >6mm
Figure 4.3 Straw particle samples collected before injection into the furnace.