
Page 322 - Plastics Engineering
P. 322
Processing of Plastics 305
In most respects the process is similar to the injection moulding of thermo-
plastics and the sequence of operations in a single cycle is as described earlier.
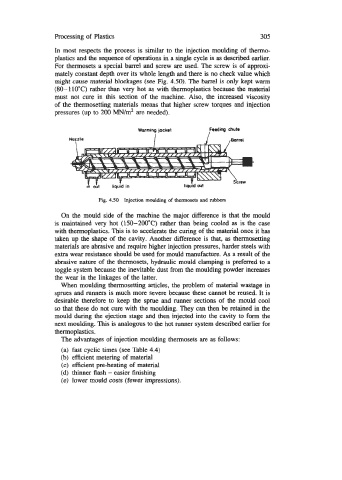
For thermosets a special barrel and screw are used. The screw is of approxi-
mately constant depth over its whole length and there is no check value which
might cause material blockages (see Fig. 4.50). The barrel is only kept warm
(80-110°C) rather than very hot as with thermoplastics because the material
must not cure in this section of the machine. Also, the increased viscosity
of the thermosetting materials means that higher screw torques and injection
pressures (up to 200 MN/m2 are needed).
Warming jacket
Nafzle I
Fig. 4.50 Injection modding of thermosets and rubbers
On the mould side of the machine the major difference is that the mould
is maintained very hot (150-200°C) rather than being cooled as is the case
with thermoplastics. This is to accelerate the curing of the material once it has
taken up the shape of the cavity. Another difference is that, as thermosetting
materials are abrasive and require higher injection pressures, harder steels with
extra wear resistance should be used for mould manufacture. As a result of the
abrasive nature of the thermosets, hydraulic mould clamping is preferred to a
toggle system because the inevitable dust from the moulding powder increases
the wear in the linkages of the latter.
When moulding thermosetting articles, the problem of material wastage in
sprues and runners is much more severe because these cannot be reused. It is
desirable therefore to keep the sprue and runner sections of the mould cool
so that these do not cure with the moulding. They can then be retained in the
mould during the ejection stage and then injected into the cavity to form the
next moulding. This is analogous to the hot runner system described earlier for
thermoplastics.
The advantages of injection moulding thermosets are as follows:
(a) fast cyclic times (see Table 4.4)
(b) efficient metering of material
(c) efficient pre-heating of material
(d) thinner flash - easier finishing
(e) lower mould costs (fewer impressions).