
Page 324 - Plastics Engineering
P. 324
Processing of Plastics 307
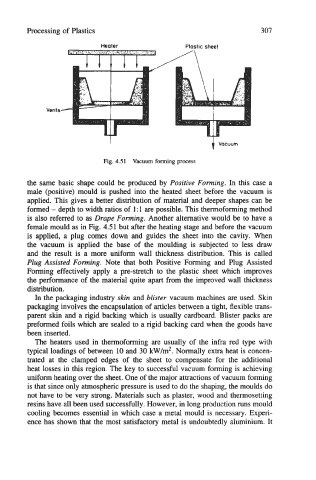
Heater Plastic sheet
Vents
Fig. 4.51 Vacuum forming process
the same basic shape could be produced by Positive Forming. In this case a
male (positive) mould is pushed into the heated sheet before the vacuum is
applied. This gives a better distribution of material and deeper shapes can be
formed - depth to width ratios of 1 : 1 are possible. This thermoforming method
is also referred to as Drupe Forming. Another alternative would be to have a
female mould as in Fig. 4.5 1 but after the heating stage and before the vacuum
is applied, a plug comes down and guides the sheet into the cavity. When
the vacuum is applied the base of the moulding is subjected to less draw
and the result is a more uniform wall thickness distribution. This is called
Plug Assisted Forming. Note that both Positive Forming and Plug Assisted
Forming effectively apply a pre-stretch to the plastic sheet which improves
the performance of the material quite apart from the improved wall thickness
distribution.
In the packaging industry skin and blister vacuum machines are used. Skin
packaging involves the encapsulation of articles between a tight, flexible trans-
parent skin and a rigid backing which is usually cardboard. Blister packs are
preformed foils which are sealed to a rigid backing card when the goods have
been inserted.
The heaters used in thermoforming are usually of the infra red type with
typical loadings of between 10 and 30 kW/m2. Normally extra heat is concen-
trated at the clamped edges of the sheet to compensate for the additional
heat losses in this region. The key to successful vacuum forming is achieving
uniform heating over the sheet. One of the major attractions of vacuum forming
is that since only atmospheric pressure is used to do the shaping, the moulds do
not have to be very strong. Materials such as plaster, wood and thermosetting
resins have all been used successfully. However, in long production runs mould
cooling becomes essential in which case a metal mould is necessary. Experi-
ence has shown that the most satisfactory metal is undoubtedly aluminium. It