
Page 150 - How To Implement Lean Manufacturing
P. 150
128 Cha pte r Se v e n
QED Motors, Motors Flow Path, CNC Lathe Moved
Utilities area
Preheat
Lacing oven Cure oven CNC machining
Raw
Empty trees Press mat’s
area
PH staging
Cure
Hi
Winding area insertion Pot Varnish Final Conveyor
staging
Wire
assy
cells
Final
test, A
packing
Final
Wire on trees assy
B
Stator FG
prep staging
FG storehouse
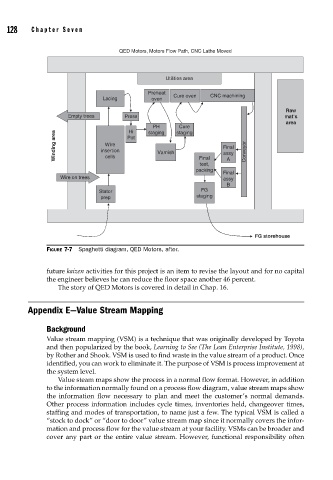
FIGURE 7-7 Spaghetti diagram, QED Motors, after.
future kaizen activities for this project is an item to revise the layout and for no capital
the engineer believes he can reduce the floor space another 46 percent.
The story of QED Motors is covered in detail in Chap. 16.
Appendix E—Value Stream Mapping
Background
Value stream mapping (VSM) is a technique that was originally developed by Toyota
and then popularized by the book, Learning to See (The Lean Enterprise Institute, 1998),
by Rother and Shook. VSM is used to find waste in the value stream of a product. Once
identified, you can work to eliminate it. The purpose of VSM is process improvement at
the system level.
Value steam maps show the process in a normal flow format. However, in addition
to the information normally found on a process flow diagram, value stream maps show
the information flow necessary to plan and meet the customer’s normal demands.
Other process information includes cycle times, inventories held, changeover times,
staffing and modes of transportation, to name just a few. The typical VSM is called a
“stock to dock” or “door to door” value stream map since it normally covers the infor-
mation and process flow for the value stream at your facility. VSMs can be broader and
cover any part or the entire value stream. However, functional responsibility often