
Page 585 - Instrumentation Reference Book 3E
P. 585
Surface-inspection methods 567
Ultrasonics Electrical
y-rays resistivity
screen intensifier
Figure 24.2 NDT methods for sub-surface inspection.
24.2 Visual examination
For many types of components, integrity is verified
principally through visual inspection. Indeed, even
for components that require further inspection
using ultrasonics or radiography visual inspection
still constitutes an important aspect of practical
quality control.
Visual inspection is the most extensively used
of any method. It is relatively easy to apply and
can have one or more of the following advan-
tages:
(1) Low cost;
(2) Can be applied while work is in progress;
(3) Allows early correction of faults;
(4) Gives indication of incorrect procedures;
(5) Gives early warning of faults developing
when item is in use.
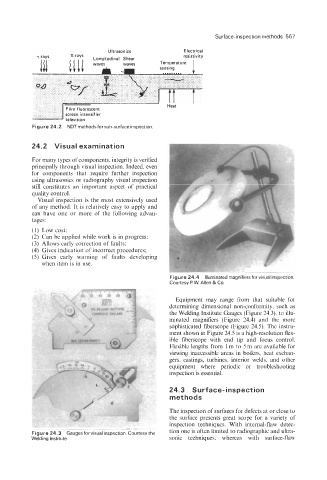
Figure 24.4 Illuminated magnifiersfor visual inspection.
Courtesy P.W. Allen & Co.
Equipment may range from that suitable for
determining dimensional non-conformity, such as
the Welding Institute Gauges (Figure 24.3), to illu-
minated magnifiers (Figure 24.4) and the more
sophisticated fiberscope (Figure 24.5). The instru-
ment shown in Figure 24.5 is a high-resolution flex-
ible fiberscope with end tip and focus control.
Flexible lengths from 1 m to 5 m are available for
viewing inaccessible areas in boilers, heat exchan-
gers, castings, turbines, interior welds, and other
equipment where periodic or troubleshooting
inspection is essential.
24.3 Surface-inspection
methods
The inspection of surfaces for defects at or close to
the surface presents great scope for a variety of
inspection techniques. With internal-flaw detec-
~i~~~~ 24.3 ~~~~~~f~~ inspection, courtesy the tion one is often limited to radiographic and ultra-
Welding Institute. sonic techniques, whereas with surface-flaw