
Page 421 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 421
Section 16.6 Miscellaneous Bending and Related Operations
Q Punch Wi
= fe<e gqgen Sheet
Air bending
Bending in a four-slide machine
eeeeee eee‘ee
(bl
(a)
f
-
Adjustable
”°"
non bending Polyurethane
'Ol'
(C) (d)
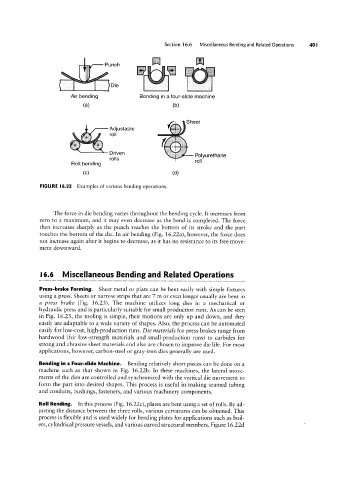
FIGURE I6.22 Examples of various bending operations.
The force in die bending varies throughout the bending cycle. It increases from
zero to a maximum, and it may even decrease as the bend is completed. The force
then increases sharply as the punch reaches the bottom of its stroke and the part
touches the bottom of the die. In air bending (Fig. 16.22a), however, the force does
not increase again after it begins to decrease, as it has no resistance to its free move-
ment downward.
l6.6 Miscellaneous Bending and Related Gperations
Press-brake Forming. Sheet metal or plate can be bent easily with simple fixtures
using a press. Sheets or narrow strips that are 7 m or even longer usually are bent in
a press brake (Fig. 1623). The machine utilizes long dies in a mechanical or
hydraulic press and is particularly suitable for small production runs. As can be seen
in Fig. 16.23, the tooling is simple, their motions are only up and down, and they
easily are adaptable to a wide variety of shapes. Also, the process can be automated
easily for low-cost, high-production runs. Die materials for press brakes range from
hardwood (for low-strength materials and small-production runs) to carbides for
strong and abrasive sheet materials and also are chosen to improve die life. For most
applications, however, carbon-steel or gray-iron dies generally are used.
Bending in a Four-slide Machine. Bending relatively short pieces can be done on a
machine such as that shown in Fig. 16.22b. In these machines, the lateral move-
ments of the dies are controlled and synchronized with the vertical die movement to
form the part into desired shapes. This process is useful in making seamed tubing
and conduits, bushings, fasteners, and various machinery components.
Roll Bending. In this process (Fig. 16.22c), plates are bent using a set of rolls. By ad-
justing the distance between the three rolls, various curvatures can be obtained. This
process is flexible and is used widely for bending plates for applications such as boil-
ers, cylindrical pressure vessels, and various curved structural members. Figure 16.22d