
Page 426 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 426
06 Chapter 16 Sheet-Metal Forming Processes and Equipment
Segmented Dies. These dies consist of individual segments that are placed inside
the part to be formed and expanded mechanically in a generally radial direction.
They are then retracted to remove the formed part. Segmented dies are relatively
inexpensive, and they can be used for large production runs.
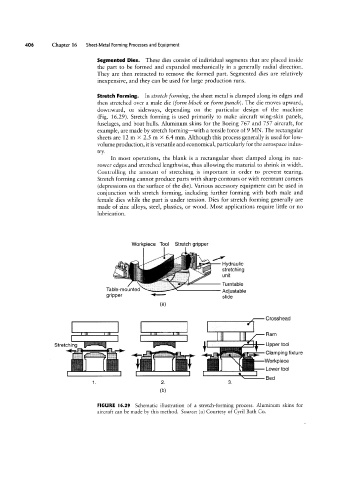
Stretch Forming. In stretch forming, the sheet metal is clamped along its edges and
then stretched over a male die (form block or form punch). The die moves upward,
downward, or sideways, depending on the particular design of the machine
(Fig. 1629). Stretch forming is used primarily to make aircraft wing-skin panels,
fuselages, and boat hulls. Aluminum skins for the Boeing 767 and 757 aircraft, for
example, are made by stretch forming-with a tensile force of 9 MN. The rectangular
sheets are 12 m >< 2.5 m >< 6.4 mm. Although this process generally is used for low-
volume production, it is versatile and economical, particularly for the aerospace indus-
try.
In most operations, the blank is a rectangular sheet clamped along its nar-
rower edges and stretched lengthwise, thus allowing the material to shrink in width.
Controlling the amount of stretching is important in order to prevent tearing.
Stretch forming cannot produce parts with sharp contours or with reentrant corners
(depressions on the surface of the die). Various accessory equipment can be used in
conjunction with stretch forming, including further forming with both male and
female dies while the part is under tension. Dies for stretch forming generally are
made of zinc alloys, steel, plastics, or wood. Most applications require little or no
lubrication.
Tool Stretch gripper
2
Hydraulic
stretching
unit
Turntable
Adjustame
stretching Table-mounted 121% Crosshead
‘*’
siide
Qfippef
(H)
\
_
'iii A ~»»»»»» < ff; or iii'1 ,_:' 5 Ram p Q fixture
UDDGHOOI
Clam in
__ \ Workpiece
Lowertool
° Bed
1. 2. 3.
(D)
FIGURE l6.29 Schematic illustration of a stretch-forming process. Aluminum skins for
aircraft can be made by this method. Source: (a) Courtesy of Cyril Bath Co.