
Page 74 - The Tribology Handbook
P. 74
Crankshaft bearings AI 1
Crankshaft details
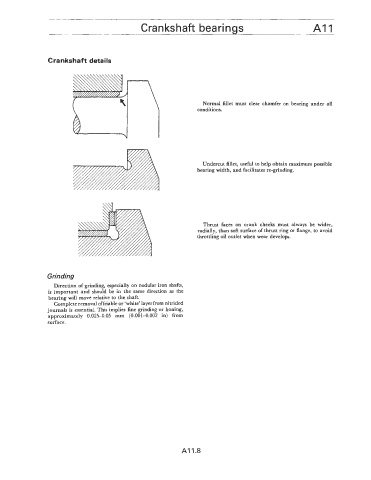
Normal fillet must clear chamfer on bearing under all
conditions.
Undercut fillet, useful to help obtain maximum possible
bearing width, and facilitates re-grinding.
Thrust faces on crank cheeks must always be wider,
radially, than soft surface of thrust ring or flange, to avoid
throttling oil outlet when wear develops.
Grinding
Direction of grinding, especnally on nodular iron shafts,
is important ;and should be in the same direction as the
bearing will move relative to the shaft.
Complete removal offriable or ‘white’ layer from nitrided
journals is essential. This implies fine grinding or honing,
approximately 0.025-0.05 mm (0.001-0.002 in) from
surface.
AI 1.8